
Shop Tool Reviews
-
Ease of Use
-
Value
-
Features
-
Warranty
Final Thoughts
The Miller Multimatic 215 will allow your shop to get more done, with less equipment. Why have three welders taking up space, when one will take care of everything?
User Review
( votes)As the name implies the Miller Multimatic 215 multiprocess welder will handle several welding processes with very little configuration for changes. The Multimatic 215 will handle MIG, MIG flux-core, Arc (Stick), as well as TIG welding, all from the same unit. The going price for the Miller Multimatic 215 is less than $1,500 and includes the MIG torch, ground lead, power adapter, Arc lead, and spool adapter (for larger wire spools). If you opt for the kit with the TIG torch, the price will be in the $1,800 range.
Out of the box, this welder can run on 110V or 230V. No configuration is needed on the welder, hence the user just needs to change the plug on the power wire. The Multimatic 215 has an onboard power inverter, and the interface will sense the voltage input. This unit comes with a 2-pound spool of wire. With the spool adapter, the welder can easily switch to the larger 10-pound spools as well.
Check out our All In One Welder video review of this machine to see some real use.
Welding Options and Gas Input
 Miller is really trying to make the Multimatic 215 be as dummy proof as possible. If you do decide to try your hand at TIG welding, you don’t have to worry about removing your MIG tank(s). There are separate gas inputs for MIG and for TIG, so you can keep your 75/25 MIG tank connected, and your 100% Argon TIG tank connected at the same time.
Miller is really trying to make the Multimatic 215 be as dummy proof as possible. If you do decide to try your hand at TIG welding, you don’t have to worry about removing your MIG tank(s). There are separate gas inputs for MIG and for TIG, so you can keep your 75/25 MIG tank connected, and your 100% Argon TIG tank connected at the same time.
*Caution – be sure to use 100% Argon when TIG welding. And trust us, you won’t like the results of 75/25 mix when you’re TIG welding anyway. Also, the interface will tell you this when you switch the controls to TIG. Remember…dummy proof!
In addition to the dual gas inputs, with the TIG kit, it also comes with an additional regulator for the TIG 100% Argon bottle.
[adsenseyu1]
Using the Miller Multimatic 215
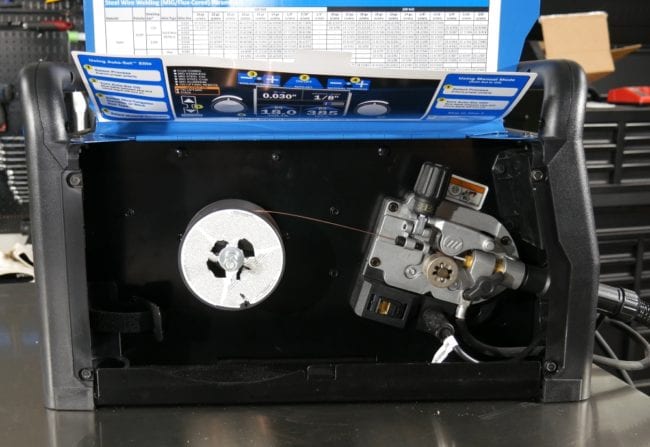
Opening the side door of the Miller multiprocess welder allows the user access to the wire spool and adjustments for friction on the wire feed. Stuck to the side door of the welder is a spreadsheet tutorial for help with welding setup and configuration. This is really not even needed, since the digital interface makes it so easy, and will walk the user through the setup.
Miller has taken the guesswork out of the welding process, at least for the beginner/novice and the hobbyist. While testing, we had some 14 gauge sheet metal that we welded, then we moved over to weld on some 1/8” angle iron. Making the change was simple and fast, all being configured on the digital interface.

Initial Startup
 Flip the switch on the rear of the machine to the “On” position, and the interface lights up as the welder hums to life. Using the two arrow up and down buttons on the Multimatic 215 allows the user to select the welding process. On the display are the wire size, thickness of metal (in gauges and decimal), Volts and WFS (wire feed speed). Our wire in the machine is .030”, which is what displays on the interface, so we leave this alone. We use the “+” and “-” buttons to change the metal thickness to 14 gauge. Intelligence built into the Miller Multimatic 215 sets the Volts and WFS based on the wire thickness and metal thickness.
Flip the switch on the rear of the machine to the “On” position, and the interface lights up as the welder hums to life. Using the two arrow up and down buttons on the Multimatic 215 allows the user to select the welding process. On the display are the wire size, thickness of metal (in gauges and decimal), Volts and WFS (wire feed speed). Our wire in the machine is .030”, which is what displays on the interface, so we leave this alone. We use the “+” and “-” buttons to change the metal thickness to 14 gauge. Intelligence built into the Miller Multimatic 215 sets the Volts and WFS based on the wire thickness and metal thickness.
With knobs on either side of the display, the user can trim the Volts and WFS to their particular desires. The Multimatic does not lock you into a particular number. It just puts you in the range, and you can tweak the setup until you hit the sweet-spot. In our case, with the 14 gauge sheet metal, I turned the wire feed down, just a touch.
Now, ready for welding, run the wire out of the torch and trim the stickout. Make sure not to leave this too long, but don’t keep the stickout too short either. Something in the 1/4” to 3/8” is pretty typical. I like to start with about 3/8” stickout. Attach the ground lead to the sheet metal, pull the welding hood down, and pull the trigger on the torch.
Safety First
 We only ever have one set of eyes, so it’s very important to protect them. Always wear an appropriate welding helmet, and this is not where you want to skimp on price. There are many quality helmets on the market with auto-darkening lenses. If you don’t have one, you should check out the Miller T94 Auto Darkening Welding Helmet. Don’t stop with the helmet. Be sure to wear safety glasses under your helmet, wear a denim or welding jacket/sleeves, quality welding/leather gloves, and be sure to protect your feet as well.
We only ever have one set of eyes, so it’s very important to protect them. Always wear an appropriate welding helmet, and this is not where you want to skimp on price. There are many quality helmets on the market with auto-darkening lenses. If you don’t have one, you should check out the Miller T94 Auto Darkening Welding Helmet. Don’t stop with the helmet. Be sure to wear safety glasses under your helmet, wear a denim or welding jacket/sleeves, quality welding/leather gloves, and be sure to protect your feet as well.
Changing Material Configuration
After welding the sheet metal, I need to weld a bracket for a custom idler pulley. The bracket was 1/8” angle iron, which is much thicker than the 14ga sheet metal we were just welding. Going back to the interface, I pressed “+” button on the right, over the metal thickness until it read “1/8”. The Miller Multimatic automatically changed the Volts and WFS to reflect the thicker metal. Again, this is just putting me in range, I can easily trim this to how I like it. Within a few seconds, I went from welding sheet metal to welding angle-iron
Changing Processes – Easy Peezy
 To change the Miller Multimatic from MIG to TIG only takes a few seconds as well. MIG welding is typically electrode positive, and work-lead (ground clamp) is negative. With TIG, the torch is electrode negative, and the work-lead (ground clamp) positive. The leads exit the welder out the front, and they only require ¼-turn to remove. For the TIG, we remove the MIG torch lead from “+” and move the work-lead (ground clamp) to the “+”. The TIG torch lead now plugs into the “-” side, and the foot control is just an ethernet (RJ45) cable that plugs into the inside of the welder. Turn on the 100% Argon tank and the welder is ready to TIG weld.
To change the Miller Multimatic from MIG to TIG only takes a few seconds as well. MIG welding is typically electrode positive, and work-lead (ground clamp) is negative. With TIG, the torch is electrode negative, and the work-lead (ground clamp) positive. The leads exit the welder out the front, and they only require ¼-turn to remove. For the TIG, we remove the MIG torch lead from “+” and move the work-lead (ground clamp) to the “+”. The TIG torch lead now plugs into the “-” side, and the foot control is just an ethernet (RJ45) cable that plugs into the inside of the welder. Turn on the 100% Argon tank and the welder is ready to TIG weld.
To change to Arc welding is just as easier. With Arc or stick welding, we are back to electrode positive, so the Arc torch fits into the “+” and the work-lead (ground clamp) goes into the “-”. Dial in the configuration using the interface, and we’re ready to stick weld.
Even if you don’t fully grasp electrode positive or negative and when to do what, the interface will help. With no leads connected, you can fire up the Miller Multimatic 215. Select the welding process (MIG, TIG, or Arc), and the digital interface will show you where to connect the leads.

Aluminum Welding
This particular model, Miller Multimatic 215, will not TIG aluminum. If you want to weld aluminum, this will need to be done with the MIG, which will require a spool gun. Spool guns can easily be added to this unit.
[adsenseyu2]
 Dummy Proof Conclusion
Dummy Proof Conclusion
Changing processes and materials with this Miller Multimatic 215 is almost laughable. I’m quite confident that I could teach someone to weld with this unit in minutes, even if they have never seen a welder before. I’m not a welder or a teacher, so this is a big claim. The interface is truly that easy, so kudos to Miller.
 We set out to see if the Miller Multimatic 215 is truly dummy proof. That’s a very stout claim, and we wouldn’t want to go on record for saying this. Let’s just say it’s dummy resistant. We don’t see this welder being the end-all be-all of welders, but it doesn’t accomplish a multitude of processes. This is a great unit for professional body-man that needs to weld different thickness of sheet metal and the need for TIG from time to time. In addition, this would be a great unit for different tradesmen that need a good weld from time to time. Obviously, the DIY’er and hobbyist would fit this machine near perfectly.
We set out to see if the Miller Multimatic 215 is truly dummy proof. That’s a very stout claim, and we wouldn’t want to go on record for saying this. Let’s just say it’s dummy resistant. We don’t see this welder being the end-all be-all of welders, but it doesn’t accomplish a multitude of processes. This is a great unit for professional body-man that needs to weld different thickness of sheet metal and the need for TIG from time to time. In addition, this would be a great unit for different tradesmen that need a good weld from time to time. Obviously, the DIY’er and hobbyist would fit this machine near perfectly.
The price of less than $1,500 (with a rebate, as low as $1,349) and the true blue warranty from Miller make this a great option. We definitely recommend the Miller Multimatic 215. This is now a machine that gets used quite a bit in the Shop Tool Reviews shop, on various projects. Check it out here.













Leave a Reply